最新资讯

全国统一服务热线:
13805327141
客服QQ:
手机:13805327141
地址:青岛市城阳区万兴国际五金城22区001号
学知识||如何实现焊接中316L不锈钢焊缝快速冷却
文章出处:未知 人气:发表时间:2019-04-17
316L不锈钢属于奥氏体不锈钢,这类钢具有良好的塑性、韧性、耐腐蚀性,综合性能优良。
为了研究一下冷却方式对316L焊缝是否有影响?那一种最经济实惠,我们进行了如下实验。
我们对316L不锈钢进行了焊接试验,采用焊条电弧焊(SMAW),试验使用的316L不锈钢板厚度40mm,55°的X形等边坡口,1mm钝边,焊接采用1G平焊位置。焊接使用的焊条直径为3.2mm,焊前烘干350℃×1h,焊接电流80~120A,电弧电压24~28V,最大热输入为14.4kJ/cm。
焊接试验时,使用相同的焊接参数,我们采用以下三种冷却方式焊接316L不锈钢。
1风冷
每道焊缝焊接完成后,使用压缩空气对焊道吹风冷却,压缩空气通过风管在焊缝平行的方向上吹风以冷却焊缝。风冷焊接如下图所示。
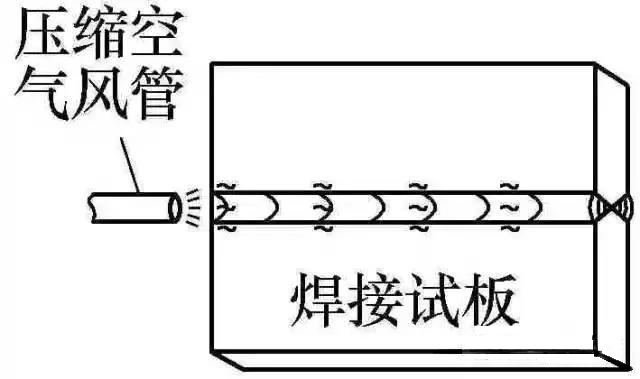
试验发现,对焊缝采用吹风冷却,效果并不理想,焊缝冷却速度缓慢,每道焊缝焊接完成后,需20min以上,焊缝温度才能降至40℃左右(手摸不烫)。
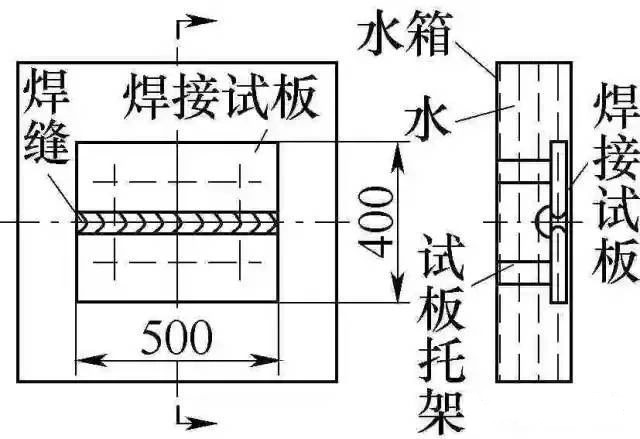
2焊缝背面浸水冷却
先将焊接试板对接坡口一面打底焊好,背面清根,打磨清理干净,PT检测确认无缺陷后,将试板厚度方向一半浸在水中(打底焊好的一面浸在水中)。然后再焊接余下的焊缝,使焊缝的背面浸在水中以达到冷却焊缝的目的。由于316L不锈钢的导热性较差,采用焊缝背面浸水的冷却方式,焊缝冷却速度也不理想,每道焊缝焊接完成后,需要15min以上,焊缝温度才能降至40℃左右(手摸不烫)。
3焊缝浇水冷却
在第二种冷却方式的基础上,不仅将焊接试板浸在水中,而且每道焊缝焊接完成后,直接向焊道表面浇水来冷却焊缝。试验显示,采用焊缝浇水的冷却方式,焊缝冷却速度明显加快,每道焊缝焊接完成后,只需浇水冷却3min左右,焊缝温度即降至40℃左右(手摸不烫)。浇水冷却焊接如下图所示。
我们对采用焊缝浇水冷却方式的316L不锈钢进行了焊接工艺评定,工艺评定使用的316L不锈钢试板,焊接参数等与焊接试验时相同。焊接试板打底焊完成后,将试板浸在水中,每道焊缝焊接完成后,直接向焊道表面浇水来冷却焊缝,待焊缝温度降至40℃左右,使用电吹风将焊缝及两侧50mm范围的水汽吹干,打磨清理干净后,再焊接下一焊道。
试板焊接完成24h后,检查结果均合格。并对焊接试板的对接接头进行了力学性能试验,均符合标准规定。焊接工艺评定合格。
结语
采用焊缝浇水冷却的方式焊接316L不锈钢是可行的,给实际生产带来效益。
免责声明:本文系网络转载或改编,版权归原作者所有。如涉及版权,请联系删除。本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责.
免责声明:本文系网络转载或改编,版权归原作者所有。如涉及版权,请联系删除。本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责.
上一篇:普力捷推荐||什么是镜面焊? 下一篇:普力捷推荐||螺丝钉为什么往右拧?
最新资讯
- 2020-05-25 学知识||轴承润滑的11种方式
- 2019-08-10 普力捷荐读||为什么100%的想法只执行
- 2019-08-06 普力捷推荐||不锈钢的焊接
- 2019-06-26 普力捷推荐||日本研发的鸭子机器人,
- 2019-06-20 【第22届青岛国际机床展览会】青岛普
- 2019-06-18 普力捷推荐||解决螺母松动的六个小技
- 2019-06-14 普力捷推荐||钢结构的焊接禁忌及压制
- 2019-06-10 普力捷荐读||一切都是最好的安排
- 2019-06-03 周一荐读||心态决定一切
- 2019-05-29 普力捷推荐||弧焊打底,仰焊怎么做才
